Digital Alloys’ Guide to Metal Additive Manufacturing - Part 13
Joule Printing™ Vs. Wire DED
October 29th, 2019
https://am-power.de/en/insights/metal-additive-manufacturing/
We are frequently asked about the difference between Joule Printing™ and Wire Directed Energy Deposition (DED). Wire DED processes and Joule Printing™ are alike in that they can both rapidly melt low-cost metal welding wire into near-net-shape parts. However, the physics of Joule Printing™ are fundamentally different than those of Wire DED, allowing advantages in resolution, quality, and cost. In this post we explain why Joule Printing™ is unique from wire DED and highlight the pros and cons of each.
Wire Directed Energy Deposition (DED)
Wire DED encompasses metal AM technologies that utilize low resolution robotic welding processes to print wire at high deposition rates. Wire DED systems use an electric arc, plasma, laser or electron beam to melt wire into a molten deposit pool. The print head is usually controlled by a 2-axis gantry system or a robotic arm. You can read more about DED in our prior post on this subject.
Joule Printing™
Digital Alloys’ patented Joule Printing™ technology leverages joule (aka resistive) heating to rapidly and efficiently melt metal wire into high-quality near-net-shape parts. The process works as follows:
- Precise wire feed and motion systems position the tip of the wire in contact with a desired printing (melting) location.
- Once the wire is positioned, the system pushes current through the wire and into the part being printed. The current melts the wire tip using joule heating (aka “resistance heating”), the same physics that heat a coil in a toaster.
- Wire feed and melting continue while the print head moves, laying down beads of metal which are fused together to form fully dense metal parts.
Resolution and Print Speed
Joule Printing™ delivers an order of magnitude higher print resolution than wire DED processes at similar print speeds. DED processes have a max linear speed. As a result, there is a near linear relationship between resolution (usually measured by deposition width) and volumetric print speed. Wire DED can achieve high volumetric deposition rates, but only with thick wire that results in low process resolutions that are not useful for most applications. Joule Printing™ has a much higher linear speed, thus delivering high print speeds at a resolution that is suitable for a broad range of applications, from conformally cooled automotive tooling to titanium aerospace brackets. The below chart highlights the relationship between print speed and resolution for various DED systems as well as Joule Printing™. (The Joule Printing™ data point is for current wire size, 0.9mm diameter)
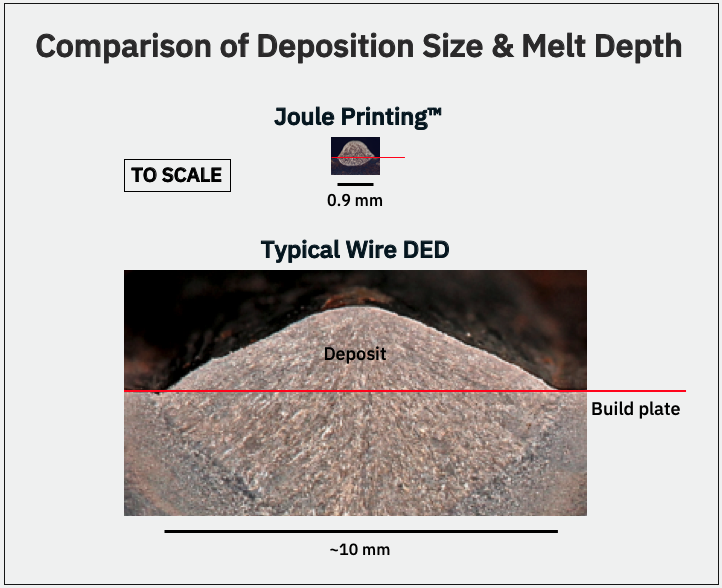
Process deposition width has significant implications on feasible part sizes as well as the amount of excess material wasted in post-processing. DED systems typically use 1-3 mm diameter wire. The melt pool (deposition width) is usually 5-10x wider than the wire, yielding a print bead about the size of a finger (10-20 mm). Joule Printing™ currently utilizes 0.9 mm diameter wire and deposits a bead of similar width to the wire (a wide range of wire diameters will be supported in the future). The images below illustrate Joule Printing’s order of magnitude resolution advantage vs Wire DED.
Production Cost
Joule Printing™ is less expensive than Wire DED processes because of its higher material efficiency, lower machine cost, and lower post-processing costs. Joule Printing’s higher resolution allows it to print a near-net-shape that is much “nearer” than Wire DED, especially for smaller parts with thin walls. Wire DED’s additional material use increases material waste, print times, and the post-processing time required to remove excess material. You can see this represented in the below comparison of costs for a typical 1 kg (final weight) part:
In addition to the costs mentioned above, Joule Printing has the potential to improve yield and reduce inspection costs because it provides direct voxel-level measurement of process parameters (more on this in the quality section, below).
You can read more about the economics of metal AM in our prior post on this subject.
Part Quality
Joule Printing™ and Wire DED are both capable of producing parts, with properties between cast and wrought metal, that can be used in a variety of demanding environments. However, there are important differences: The Joule Printing™ process is fully closed-loop and uses much lower energy.
Joule Printing™ provides precise closed-loop control of melting in each voxel (3d pixel). Unlike DED, there is no dripping or spraying of metal into a large, hot melt pool. Joule Printing™ melts the tip of the wire directly in contact with the part. The closed electric circuit along with precision wire feed provides accurate, direct measurement and control of the amount of energy and material input to every voxel.
The open nature of Wire DED processes (see video under DED section above) makes it impossible to directly measure the amount of energy and material input to each voxel. They use indirect methods to approximate these metrics but they can be incomplete and inaccurate.
Wire DED processes require comparatively high energy to create and maintain their large, liquid melt pool. This energy can create unmanageable residual stresses (see the warped DED part above) and can lead to columnar grain structures which further weaken parts.
In comparison, Joule (aka resistive) heating is the most efficient way to convert electrical energy into heat. In Joule Printing™, melting occurs instantly, exactly at the precise location where the wire is in contact with the part. Joule Printing™ applies enough energy to fuse to the metal deposit but not re-melt large areas of the surrounding part. As a result, Joule Printing™ can operate at very low power, about 1 Wh/cc, compared with 5-40 Wh/cc for wire DED processes.
https://www.digitalalloys.com/blog/economics-metal-additive-manufacturing/
The combination of Joule Printing’s tightly controllable process parameters and low energy allow printing of consistent parts with equiaxed crystal structure, resulting in isotropic (equal in all directions) properties.
Materials
Joule Printing™ and Wire DED are both capable of using commercial welding wire, taking advantage of the many benefits of wire vs. powder such as lower costs and better safety. Where Joule Printing™ and Wire DED differ is in their range of compatible materials. Due to Wire DED’s high energy welding processes, a large amount of residual stress is built up in parts, making them prone to warping and cracking. These are common issues with metals considered not “weldable”, or “difficult-to-weld”, like aerospace grade aluminums, tool steels, and other low ductility metals. Joule Printing™, about an order of magnitude lower energy process than Wire DED, experiences much lower residual stresses and susceptibility to cracking. This makes it compatible with virtually any metal that can be processed into a wire.
Maturity and Scale
While Joule Printing™ was first invented in 2014, the first Wire DED was commercialized in the 90’s and its underlying automated welding process was developed by GE back in 1920. Today, Wire DED has an advantage in its market maturity and because these fundamental welding processes have been well validated across a range of industries and applications. Joule Printing™ is not yet fully commercialized – Digital Alloys’ Joule Printing service launch is planned for 2020. While Joule Printing™ has experienced a significant amount of positive industry testing through its early access program, it has not yet been validated to the same degree as Wire DED.
While Joule Printing™ technology is inherently scalable, today wire DED can produce much larger parts. Joule Printing™ is currently limited by the design of the first printer which has a build envelope of 40 x 40 x 25 cm (XYZ). Wire DED’s low resolution limits its viability for small parts – we use the minimum size of a beach ball as a general rule of thumb – but it is appropriate for manufacturing large structures. The largest Wire DED printers (example pictured above) can build parts over 5 meters long, though these systems are very expensive and energy intensive.
Conclusion
We have highlighted the important pros and cons that currently exist between Joule Printing™ and Wire DED. Wire DED is more mature and can be used to produce larger parts. Joule Printing™ has an order of magnitude advantage in resolution and energy input and is also more directly measurable and controllable. These attributes allow Joule Printing™ to create the highest quality parts in the broadest range of materials.
The advantages of Joule Printing™ are rooted in physics and its fundamentally closed-loop process - enabling the highest speed, efficiency and quality. As the metal AM industry evolves and is evaluated in more high-volume applications, these attributes will become increasingly important. Over time, Joule Printing™ will inevitably mature and scale in size to be used in the larger parts where Wire DED is used today.
—
If you found this post useful, please submit your email to join our mailing list and receive updates on future posts in our Guide to Metal Additive Manufacturing:
Please check out other posts in our blog series:
Digital Alloys’ Guide to Metal Additive Manufacturing
Learn about the technology behind our process:

Alex Huckstepp
VP Business Development

Digital Alloys is committed to providing the technology and expertise manufacturers need to use metal additive manufacturing in production — enabling them to save time, shrink costs, and produce valuable new product.