Digital Alloys’ Guide to Metal Additive Manufacturing - Part 16
Cold Spray
January 28th, 2020
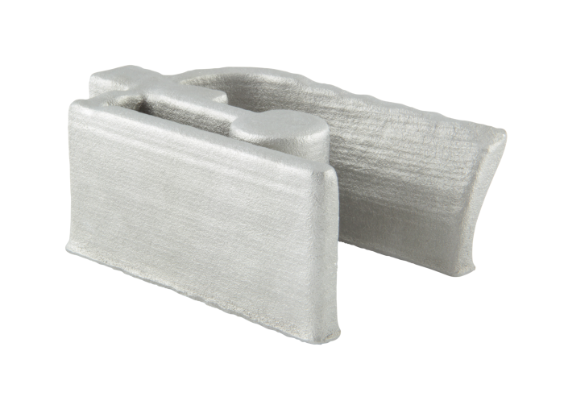
Image Courtesy of AMPower
Cold Spray technology, used for decades as a coating process, has recently been adapted as a metal additive manufacturing (AM) process to rapidly print near-net-shape parts. Cold Spray uses pressurized gas to fire metal powder through a nozzle with sufficient velocity to bond to the part upon impact. Cold Spray is differentiated from all other metal AM approaches in that the metal doesn’t melt (hence its name). Cold Spray’s advantages include compatibility with heat-sensitive materials, low thermal stresses, and the ability to operate in an open (non-inert) environment. Disadvantages include restrictive part geometry, low density and accuracy, and material embrittlement. This post provides an overview of Cold Spray metal AM technology: how it works, geometry capability, material compatibility, economics, applications, and current state of commercialization.
How it Works
Hermle Cold Spray Explainer Video
Cold Spray uses pressurized carrier gas to accelerate metal powders to high velocities through a “De Laval” nozzle aimed at the point of deposition. When the metal powder particles collide with the part’s surface, the high kinetic energy causes plastic deformation creating mechanical interlocking and metallurgical bonding. There is heat generated during this interaction but not enough to melt the material. This unique attribute of Cold Spray, referred to as a solid-state process, enables the processing of metals that are prone to crack during the rapid solidification that is characteristic of most metal AM processes. The solid-state process also allows printing in an open atmosphere without excessive oxidation.
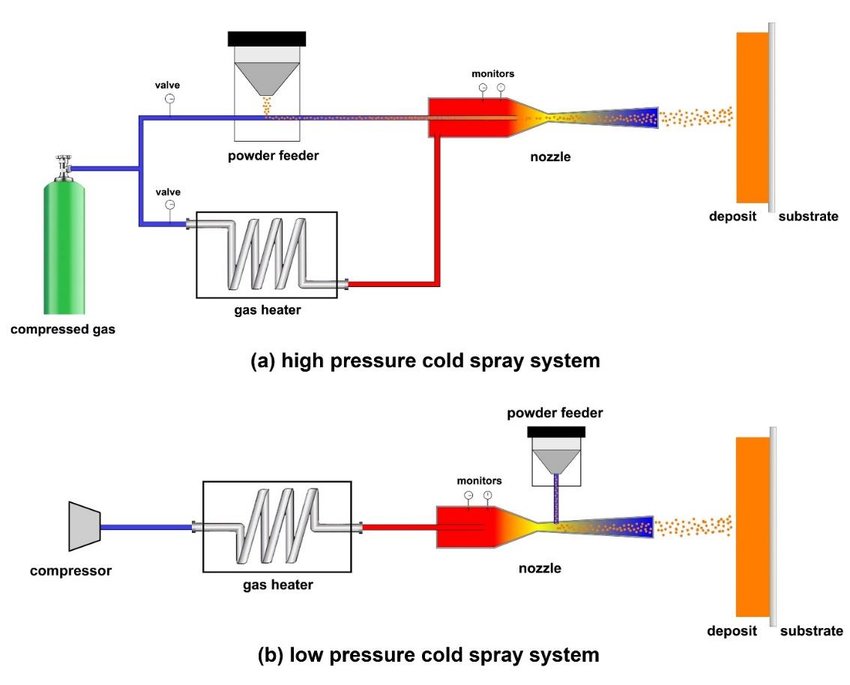
As pictured below, there are two main Cold Spray system designs, high-pressure and low-pressure. High-pressure systems can spray powder at higher velocities (800-1400 m/s vs 300-600 m/s in low-pressure), enabling the processing of heavier, less ductile materials like steel and titanium alloys. Low-pressure systems – used to process lighter, ductile metals like aluminum and copper – can utilize ambient air as the propellant whereas high-pressure systems typically require low weight gases like nitrogen or helium. High-pressure systems are more complex and expensive to operate but can achieve higher deposition rates in production (more discussion on this topic in the economics section below).
Used for decades as a coating process, Cold Spray is now being used as a form of 3D printing to build large, standalone components. This is accomplished by mounting the Cold Spray hardware on a motion-controlled gantry to direct the deposition at the part, or by fixing the nozzle and moving the part. In some cases, both techniques are used to achieve even higher degrees of freedom. Positioning mechanics along with print speed, nozzle size, and toolpath strategy are some of the most important factors in determining what part densities (up to 95-99%) and geometries are possible with Cold Spray.
Design / Geometry Capabilities
Due to Cold Spray’s short history as an AM process, the geometry capabilities are still being explored and developed. That said, there are key process limitations which inform the types of geometries that can be printed.
Size and Scale: Cold Spray, similar to wire metal AM processes, is inherently scalable to large parts. Because an inert printing environment is not required, there is no practical machine limit to part size other than the means of motion control. Below is an image of Titomic’s 3-axis gantry system, capable of printing parts up to 9m x 3m x 1.5m.

Resolution: The resolution of the Cold Spray process is driven by the nozzle diameter and spread and consistency of the spray. Most systems create a deposition width between 3 and 20 mm. The top end of that range is from systems using large nozzles at high deposition rates, like the Titomic printer pictured above.
Accuracy: The resolution, coupled with an accuracy of about +/- 1-3 mm for most parts, restricts Cold Spray to be used as a near-net-shape process for most applications. Any smooth or tight tolerance surfaces must be finish machined.
Corners: Cold Spray cannot form sharp corners so “as-printed” parts will have rounded and washed out features.
Aspect ratio: The physics of the process does not allow for tall thin features or walls. The process can form tall features if they are tapered with a wider base for stability.
Surface Finish: The Cold Spray process results in a surface finish roughly 10-50 micron Ra, similar to a sand casting. The surface finish is dependent on the material, powder morphology (size and shape), and processing parameters.
Overhangs: In a well-controlled Cold Spray process, the nozzle must be positioned close to perpendicular to the part’s surface, otherwise a significant proportion of powder will bounce off the part instead of bonding. Similar to DED processes, Cold Spray can produce overhangs by rotating the print head or the part. This works well for curved geometries of consistent wall thickness like a hollow sphere, but not for parts with overhangs of varying thicknesses. It is possible to pause the process and reposition the nozzle in order to add features to an existing surface, but this often requires robotic positioning with many degrees of freedom. As shown in the video below, toolpaths can get very complex and the software processing becomes a bottleneck to operation.
GE 12-Axis Cold Spray Demonstration
Materials
Cold Spray uses metal powder as its primary feedstock. Similar to Powder DED and Binder Jetting, Cold Spray can utilize lower-cost powders than those required for PBF. However, these powders are still more expensive than most other material formats (including wire) due to their energy-intensive processing. Cold Spray has relatively low requirements for powder morphology - 5-45 microns is the typical range of powder size - although, for critical applications like those in commercial aerospace, powder quality is still very important.
The unique physics of Cold Spray has important implications for which materials are best suited. Some of the key benefits and constraints are:
- Materials must have sufficient ductility that the majority of particles bond to the part upon impact vs rebounding off the surface. This makes hard, high-strength materials like tool steel and titanium alloys much more difficult to process.
- Small grain structures coupled with accumulating cold working effects in the Cold Spray process can lead to significant residual stresses and embrittlement. Heat treatment is usually needed to achieve good tensile and impact properties in low ductility metals.
- The heat generated via particle deformation can accumulate in metals with low thermal conductivity (e.g titanium), limiting print speed.
- Since the metal does not melt, it usually maintains much of the original phase and microstructure of the feedstock. For this reason, Cold Spray is well suited to heat-sensitive materials that are hard to process with conventional melt processes.
For any early technology, it is important to distinguish what is possible from what is available today (state of the art). In theory, Cold spray is compatible with virtually any metal powder. The following materials have been validated in some capacity for Cold Spray coating applications:
- Stainless steels
- Tool steels
- Aluminum alloys
- Titanium alloys
- Nickel-based alloys
- Copper alloys
- Brass & Bronze
- Tin
- Zinc
- Cobalt alloys
- Magnesium alloys
- Precious metals
- Invar
Spee3D Cold Spray copper printed and finished part on display at RAPID TCT
Only a few of these materials, commercialized by companies including Spee3D, Titomic, and Hermle, are available for 3D Printing today:
- Copper (Hermle, Spee3D)
- 6061 Aluminum (Spee3D)
- Titanium alloys (Titomic) [Grade 2 mostly, Grade 5 / 6Al-4V appears to have challenges]
- H13 Tool Steel (Hermle)
Economics
Cold Spray has an attractive economic position as compared to most metal AM processes and some conventional processes such as casting and machining from billet.
Cold Spray is capable of high deposition rates which is a key foundation for being cost-competitive. Smaller systems have proven they can produce aluminum and copper parts at 2-6 kg/hr. Larger systems manufacturers have made claims of printing titanium up to 40 kg/hr. These higher-end speeds have not been well substantiated at sufficient quality. These are some of the other important factors in Cold Spray’s overall economics:
Machine cost: Price ranges from $500k (Spee3D’s ~1 cubic foot build envelope printer) to over $1M.
Material cost: The powders utilized for Cold Spray are about half the cost of PBF powder. They can be up to 1.5-2x the cost of wire and about 3-4x the cost of billet.
Material efficiency: In most processing conditions, at least 90% of the sprayed material is consumed in the part and the remainder rebounds and collects at the bottom of the printer. This can usually be reused. Material efficiency suffers for parts where the geometric limits of Cold Spray yield a near-net-shape part that is significantly larger than the final finished part.
Post-Processing: A heat treatment is usually necessary to achieve good material properties. Any functional surfaces will have to be machined to smoothness and tolerance.
Consumables: With most high-pressure systems, the carrier gas can be a costly consumable, especially if helium is used (other, slightly lower cost options would be nitrogen or argon with air possible in only some systems) The ends of the nozzles wear quickly, especially when spraying hard metals at high velocities. This can be a significant cost driver too.

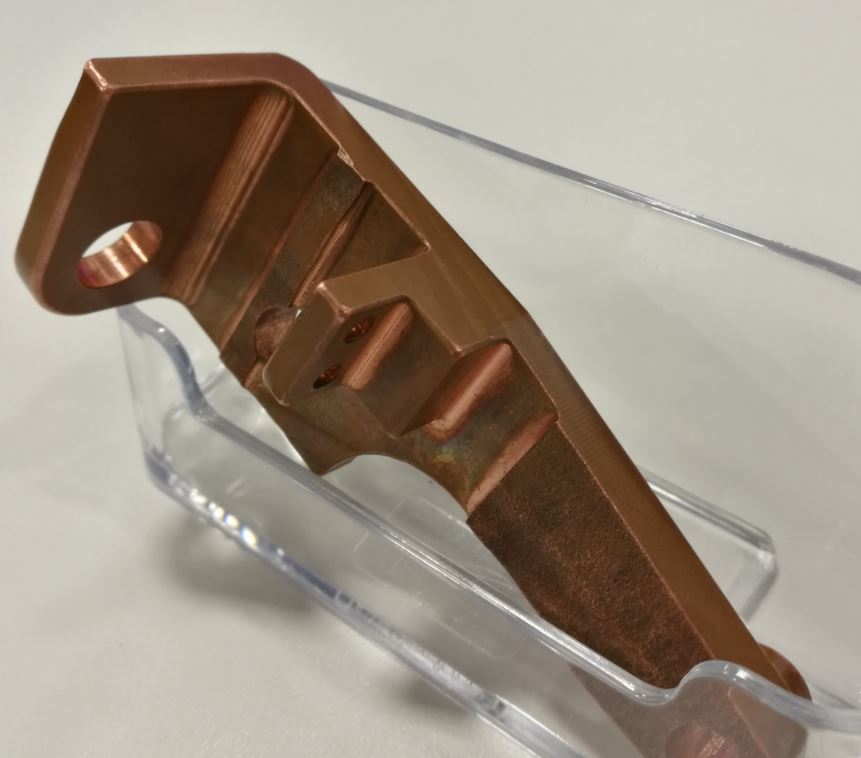
Spee3D Cold Spray Aluminum 6061 Hydraulic Camlock
It is difficult to estimate total part cost but Spee3D has stated publicly they can achieve printed part costs (not including post-processing) on the scale of $100/kg with low-cost metals like copper and aluminum. At this price point, they can compete with some machined and cast parts.
Cold Spray printing of high-value materials like titanium is much higher cost.
Applications & Commercialization
While many Cold Spray applications are still in development, a few promising use cases have emerged. As with any manufacturing process, applications are highly dependent on materials, geometry capability, economics, and quality. Cold Spray is mostly limited by its poor resolution, geometry constraints, and low density (typically 95-99%). With this in mind, here are some examples of where Spee3D, Titomic, and Hermle have found success with aluminum, copper, titanium, tool steel, multi-metal, and repair applications:
Aluminum: Spee3D has had early success with 6061 aluminum, printing near-net-shape parts for marine and military applications. Powder-based melt printing processes like PBF, powder DED, and Binder Jetting haven’t had success with aluminum (with the exception of casting grades) because it is prone to oxidation, porosity, and solidification cracking. There should be compelling aerospace and automotive applications for Cold Spray of 6061 aluminum as the process matures and part quality increases.
Copper: At a recent trade show, Spee3D demonstrated printing a simple copper part at a deposition rate of ~6 kg/hr. Hermle has also printed copper in multi-metal tooling applications (more on this below). There has been specific interest in printing copper for electronics applications like high capacity battery terminals, especially from U.S. and Australian defense communities who are keen to mobilize the technology to print or repair parts in the field. Testing has shown that when high density is achieved, Cold Spray printed copper parts can retain over 90 percent of the electrical and thermal conductivity of the raw material.
Titanium: Titomic has been public about its focus on Cold Spraying titanium. They have published positive testing results from grade 2 titanium but there is more industry interest in higher strength Ti-6al-4v (aka Ti64, grade 5), one of the most popular materials in metal AM. Titomic has claimed they can also print Ti64 but it is not clear whether they are producing high-quality parts.
Tool Steel: Hermle is alone in its commercialization application of Cold Spray in tool steel. They have demonstrated applications of H13 being applied as a layer onto machined tool steel substrates and onto a Cold Spray printed copper surface (more below). There have been no published applications of standalone tool steel parts produced through Cold Spray. Tool steel is a hard metal that may not be malleable enough for Cold Spray to form large, thick geometries.
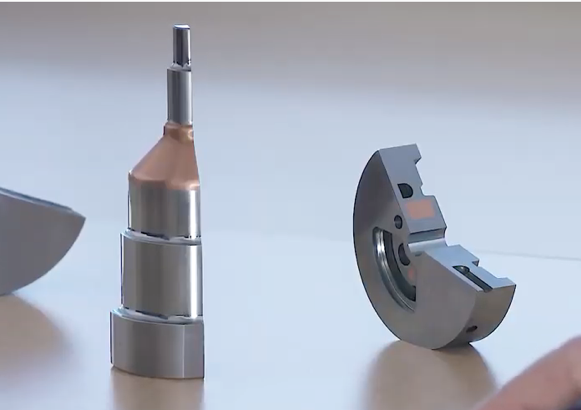
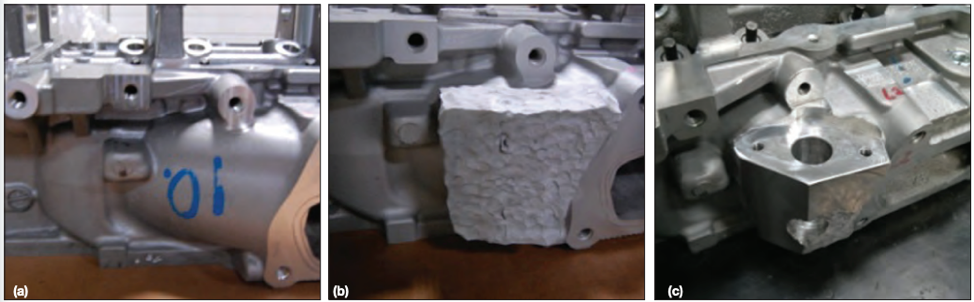
Multi-Material: Hermle is also unique in commercialization of Cold Spray to combine multiple metals and even non-metals into one print. In the case of multi-metals, they have embedded copper into tool steel inserts to increase thermal conductivity. They have also printed a soluble material into the part that can be dissolved away to form cooling channels. Both of these applications are demonstrated in the image below. The cost of this process is not clear.
Repair Applications: One of the original uses for Cold Spray technology, repair applications are now improved with multi-axis robotic 3d printing systems. These systems can achieve higher throughput and quality than what was previously possible with manual operation. The below image illustrates this capability.
Conclusion
While still relatively immature as an AM process, Cold Spray shows much promise. It has already demonstrated value in quick, cost-effective near-net-shape production of aluminum and copper. Cold Spray will continue to see more demand for surface repair and coating applications. Cold Spray has a big competitive advantage in processing heat-sensitive materials that are incompatible with conventional melt-processes. It also has a high potential for field mobilization since the hardware is relatively light weight and it can operate in open air. Despite the excitement around Cold Spray, there are clear technology challenges that will constrain its adoption such as geometry capability, density, and accuracy. The industry will be watching future development of Cold Spray closely with expectations of more independent data on part quality and development in applications representing larger commercial business opportunities.
—-
If you found this post useful, please fill out the form below to join our mailing list and receive updates on future posts in our Guide to Metal Additive Manufacturing.
Thank you to the following individuals who contributed to this article:
John Barnes – Founder and Managing Director, The Barnes Group Advisors
Byron Kennedy – CEO, Spee3D
Alex Kingsbury – Managing Director, Additive Economics & RMIT University
Please check out other posts in our blog series:
Digital Alloys’ Guide to Metal Additive Manufacturing
Learn about the technology behind our process:

Alex Huckstepp
VP Business Development

Digital Alloys is committed to providing the technology and expertise manufacturers need to use metal additive manufacturing in production — enabling them to save time, shrink costs, and produce valuable new product.